
It is time to acknowledge the challenges to delivering significant impact from the use of AI in manufacturing industries.
One of the main causes derives from a prevalent mistake: AI & data tools have not been effectively conceived, neither marketed, as services for operators in factories, resulting in poor adoption and in worst cases in mistrust behaviors. In factories, humans will be playing a core role for a while, and their “customer” needs and “customer” experience have to be carefully addressed and marketed in the plant when designing AI & data tools. This is a key success factor to massive adoption of AI solutions in the coming years.This short paper is based on Emerton Data research and analysis, and on numerous interviews with industry experts and solutions providers.
It provides an overview of promising AI use cases and solutions for manufacturing, and detailed hints to unlock the value potential.
The only success of industry 4.0 is that it is on everyone’s lips.”
This sharp comment from Ulrich Grillo, President of the Federation of German Industries from 2013 to 2016, perfectly illustrates how difficult it is for industrials to get benefits from new technologies, specifically data & AI solutions.
Despite a widespread move towards “digitalization” over the last 5 years, resulting in massive data collection, the progress made on the production line, in terms of drivers of productivity (quality, time, automation, etc.) is still scarce. Effective solution design and industrialization were addressed poorly, and all the collected data is still waiting for appropriate treatment to generate valuable AI-originated insights. Our analysis shows that less than 30% of industrials actually have an AI development plan for their factory, despite over 85% of them believing they need to implement AI on their production processes.
What are the main causes of this disappointing diagnostic? Did experts focus on the right use cases? And did the industrial sector overall fully leverage experiences from more mature fields, i.e. data-centric businesses such as the internet, retail, insurance, or banking sectors?
One of the main objectives pursued by industrials is to increase productivity, and contrary to common beliefs, the key to better productivity is not full automation. A recent example is Tesla’s Gigafactory for Model 3, which failed to reach production goals in 2018. This failure is attributed to excessive use of automation by Elon Musk, as human operators were limited to inspection tasks. More generally, the Industry 4.0 trend has contributed to demonstrating that human operators are the main lever of productivity and overall value. More precisely, it is estimated that 70% of tasks are still completed manually, thus generating most of a plant’s value. Experts expect that this trend will be stable over the next 10 years. With high labour costs and a shortage of qualified operators in most Western countries, humans also account for most costs on the production line.
The human factor therefore appears to be a decisive criterion for the efficient conception and implementation of any AI solution. Operators and plant managers need to be viewed as customers of AI services, and AI solutions must improve their “customer” experience and “customer” engagement. Creating AI solutions for manufacturing should indeed be more inspired by B2C product development and include strong marketing and adaptation efforts at every step of the project. This is probably today’s best way to fully leverage the large volumes of industrial data collected and to finally make Industry 4.0 more than just a buzzword.
This paper starts with a description of the major pain points faced by industrials. It then spots the most promising use cases for the next decade and gives an overview of the actual solution provider landscape of AI for manufacturing, with a strong focus on start-ups rather than on well-established players such as IBM or Siemens MindSphere. It concludes with featured recommendations and best practices that could enable industrials to extract the full potential of data and AI applications.
When asking industrials about their most pressing pain points, two main difficulties are mentioned: “human management” issues and “data” issues.
It is noteworthy that the combination of these two subjects suggests that today’s major challenge is to bridge the gap between data and AI solutions that are useful and well adopted by humans. These pain points are key obstacles in many industries (assembly, process), and over 70% of the interviewees mention these factors as part of their top 3 pain points.
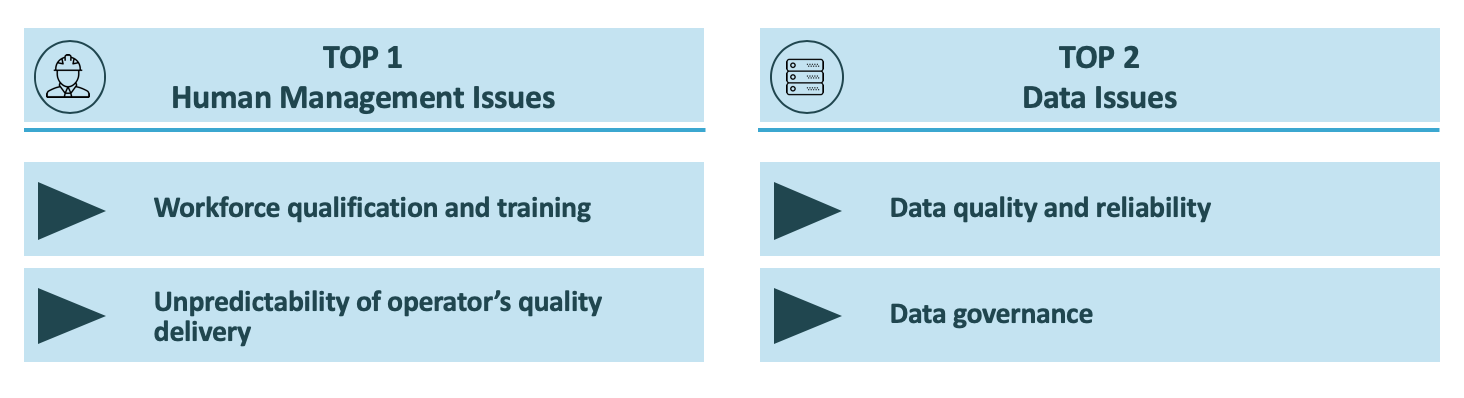
Staff management is the most common “human factor” pain point in European industries. It is mainly caused by very high staff turnover and demanding craft skills, which require long training periods.
Over 40% of the interview panel mentioned turnover as a major pain point for their activity. This was confirmed in a recent report by the European Commission and the Directorate-General for Employment, Social Affairs and Inclusion European Network of Public Employment Services (PES), that found that both craft and related trade workers (mainly working in the metallurgy industry) and plant and machine operators are considered to be in “high magnitude shortages”. Thus, retaining a labour force is a strategic priority for most industrials.
This pain point has two consequences. Firstly, firms have trouble finding the qualified workers they need to ensure their production. Secondly, when they do find qualified workers, the specificities of each industry require them to undergo additional training. The length and cost of these trainings vary across industries. They can last up to 2 years, e.g. for semiconductor manufacturing, and they are time consuming for workers who have already been trained. Long and expensive training is mentioned by over 40% of industrials in the study. The use cases described in the next section, if well executed and thought-out as services for the workers, are expected to dramatically reduce the training time of staff and to increase retention.
The second issue is the unpredictability of operators’ quality delivery, one of industrials’ main concerns regarding human work in the factory. Human operators are able to complete tasks that still cannot be automated, but their consistency is quite weak compared to that of robots. Over 90% of industrials interviewed mention product quality as their top concern and 50% of them bring up the difficulty maintaining consistent quality standards as one of their top issues. Although numerous factors can cause variability, ranging from outside factors (temperature pressure) to site variability (machine age and type), the quality of human work is the main cause of variability in numerous industries, especially those requiring very skilled operations, such as metallurgy. In most industries, this variability requires that numerous tests be conducted along the production line in order to assert the quality of the product. These tests have important costs and tend to slow the production process down significantly. Furthermore, it is sometimes impossible to test the product quality along the production line, as important defects will only show up at the last stages of production (e.g. tire or aluminium band production). Consequently, this variability leads to important defect rates, and therefore significant raw material losses. This explains the strong emphasis on quality applications in the use cases described in the next section. It is intuitive that one of the key success factors to control the quality of human work is to avoid developing automated AI solutions that are too intrusive or controlling. However, it is also crucial to focus on formats that can be perceived by workers to be producing time savings or performance improvements, for instance.
Data generated in factories is perceived as a core business element, with data issues mentioned by over 60% of interviewees. Two main concerns arise: data quality and data governance.
Data quality is the most immediate obstacle to a successful data solution. Although the digitalization phase led to massive progress in data collection, the lack of focus of this data collection often makes it impracticable for AI solutions. The variety and volume of IoT-originated data perfectly illustrate this pain point: in much of the collected feedback, such raw data was inappropriate to develop specific AI use cases (e.g. the AI algorithms need to be fed by continuous data, while a lot of IoT sensors output binary variables). Consequently, data lakes that required months of work can end up being useless. Several industrials hold that they may have to be redesigned from scratch, often requiring new sensors to be added to the production lines.
Furthermore, data collection, visualization protocols, and algorithm replicability are hard to standardize from one site to another due to the important variability of industrial sites.
Data governance clarifies ownership, confidentiality, and privacy. It is obvious that manufacturing industries generate less personal data than consumer businesses do, and that recent regulations such as GDPR can therefore be perceived to have less of an impact on them. However, data governance still needs to address two challenges in manufacturing industries: integrating sensitive workforce data (operators are being observed by machines more and more) and preserving core business knowledge. The former is progressively leading to machine-automated control and assessment of operators, who are continuously observed by machines. This produces a strong fear on production lines that could easily result in a massive rejection of the solutions. The latter was cited by numerous interviewees: the data-driven monitoring of production lines gives valuable insights into industrial recipes and threatens industry secrets which are extremely strategic, especially in specific industries such as the tire industry or the defense industry.
To address the pain points that have just been discussed, there are three generic use cases where AI can bring value:
Although these use cases are less mature than predictive maintenance, they are always ranked as the top 1 or 2 interests in industrial expert interviews conducted during this analysis.
AI industrial robotics is about combining machine learning with industrial robotics technologies into a single system, used for manufacturing production. Among start-ups that were screened for the this analysis, this use case is the top one in terms of total venture capital investments in AI for manufacturing and concentrates 30% of total investments (refer to Section 4 for the overview of VC activities in the field), which is of course partly explained by the high costs of materials and hardware. One of the main fast-growing players is Brain Corp, that has raised $125M to develop AI solutions that convert existing manual equipment into intelligent robots. AI embedded in industrial robots allows engineers to deal with the main concerns of the current generation of robots: safety in close proximity to humans, ability to reconfigure quickly and ability to grasp delicate items. Emerton Data analysis has determined that today’s main focus areas for AI industrial robotics are threefold.
The first one is communication to develop cobotics (collaborative-robotics). To improve adoption, workers need to interact seamlessly with machines, which is achieved thanks to improved communication with robots, through voice or gestures to control robots or guide human operators. Better communication solutions can reduce the cost and duration of worker training, especially since turnover is costly in the industry. These solutions can also reduce quality issues, as these can be caused by human errors on unautomated stations. Finally, better communication allows manufacturers to increase the productivity of operational teams and the use of equipment. Many cases of unsuccessful projects have been mentioned by industrials, highlighting bad interaction solutions such as tablet-based dashboard and command control for operators who cannot easily use these devices! Simsoft Industry, for instance, tries to overcome these challenges by providing intelligent voice assistants for industry technicians.
The second focus area is navigation and picking capabilities. Here, the objective is to allow robots to optimize their movement within the factory and navigate in non-standard environments. The main challenge is to have robots that are able to deal with non-rigid and non-static objects. These capabilities increase the collaboration between robots and humans, which in turn increases safety in the manufacturing plant and reduces inspection costs, therefore improving overall productivity.
The third focus area is learning. The goal is to enhance robots’ programming via physical/video demonstration, to facilitate trial, error, and ability to learn in group, as parallel computers. The major impact of improving the learning of robots is to reduce programming time and costs, and ultimately to make these technologies easily available to small-to-medium sized companies.
Overall, AI embedded in industrial robots is expected to directly improve uptime, productivity, and safety. Another consequence is to reduce menial labor, by limiting unergonomic and repetitive tasks. Here industrials could greatly benefit from emulating winning models in the consumer space. Autonomous cars and voice assistants like Amazon Alexa are examples of how AI can unlock productivity, engagement, and collaboration with hardware, and we believe this can be duplicated in many manufacturing use cases.
Production Process Optimization empowers manufacturers with 100% visibility in their plants, lines, machines, products, and process data, improving productivity throughput time and quality. Production Process Optimization is always cited by the top industry leaders interviewed as the top 1 or 2 priority for a future use case implementation, with quality improvement as the first step. This is a master use case, expected to directly impact the heart of the factory. There are two main sub-use cases that are expected to have huge impact in manufacturing industries.
Firstly, Production settings optimization: processes are often complex, made-up of multiple steps and parameters such as raw material quality, pressure settings, external weather factors, or output quality. Using Machine Learning on top of this information allows us to uncover correlations and optimal variable mixes that would be impossible for a human alone to find. Impacts are expected to be huge in terms of productivity, time, and quality improvements. Getting the real value of production process optimization is a real challenge, with full digitalization of the production line along with strong business involvement as key success factors.
In order to ensure proper industrialization and return on investment, top players in the field such as Seebo or Sight Machine are building AI algorithms on top of digital twin platforms. The digital twin platform is the only way to ensure that these solutions provide contextualized recommendations and enhance investigation environments to drive adoption. Sight Machine claims that their platform helped Industrial manufacturers reduce scrap costs by 30% within 3 weeks.
The second-high outcome application is Production planning and scheduling. Complex processes must be tackled in regards to the availability of raw materials, production capacity and demand. AI helps find the best optimization strategy given machine data, supply & demand data, and recommends an optimal scheduling and maintenance plan. It positively impacts production, maintenance costs, scrap rate and customer service. Flexciton, a start-up in the field, offers a technology that can save manufacturers up to 20% on operational costs, with zero capital expense required.
Although production process optimization has the capability to directly improve production capacity and on-time delivery, there are several points left out. As mentioned above, 70% of tasks within the manufacturing plant are still completed by humans, and human management is among the top 3 concerns and pain points of industrial leaders contacted. This driver of variability needs to be taken into account in the optimization process. In order to make process optimization successful, companies must also integrate humans either quantitatively by turning human actions into data using computer vision, for example, or qualitatively by understanding how operators interact with the plant. At the end of the day, people are still governing processes, so process optimization products must be customer centric and perceived by operators as tools that facilitate their work.
Vision Control is a booming use case that combines vision hardware and sensors on the production line with computer vision algorithm tools. The main objectives are often to automate the visual identification of non-quality and to find their root causes in order to prevent the production of low-quality items in the future. The manual inspection of products can sometimes be completely automated at every stage of the production line. Given the recent progress of deep learning for vision applications, this use case is categorized as the one with the highest growth rate in the AI for manufacturing space.
Among objectives and impacts, it is noteworthy that vision control enables us to have exhaustive inspection instead of inspecting only a small sample of products due to time constraints. Also, quality control use cases drastically reduce the low value repetitive tasks of manual inspection. In fact, an engineer on the line spends about 40% of his or her time looking for root causes linked to quality issues. The application of these use cases would also be a huge improvement on their worktime management.
In order to exploit the full potential of this technology, vision control products should provide a collaborative platform that allows engineering teams to discover issues easily, dig deeper into failures, and implement corrective actions immediately. One of the key success factors of these platforms is ergonomic human-machine interaction, with a seamless user experience for data generation and data labelling. In order to reach acceptable levels of performance, deep learning algorithms need to learn a huge number of images of quality, non-conformities, or failures. Instrumental, a leading start-up in vision control, reports that their quality engineer clients are twice more efficient during their time in the factory and find on average of 20% more issues that they otherwise would not have found until production.
The awareness of industrials’ pain points is increasing, and the start-up activity and funding in the field of AI for manufacturing is quite intense, with major start-ups having recently raised capital identified.
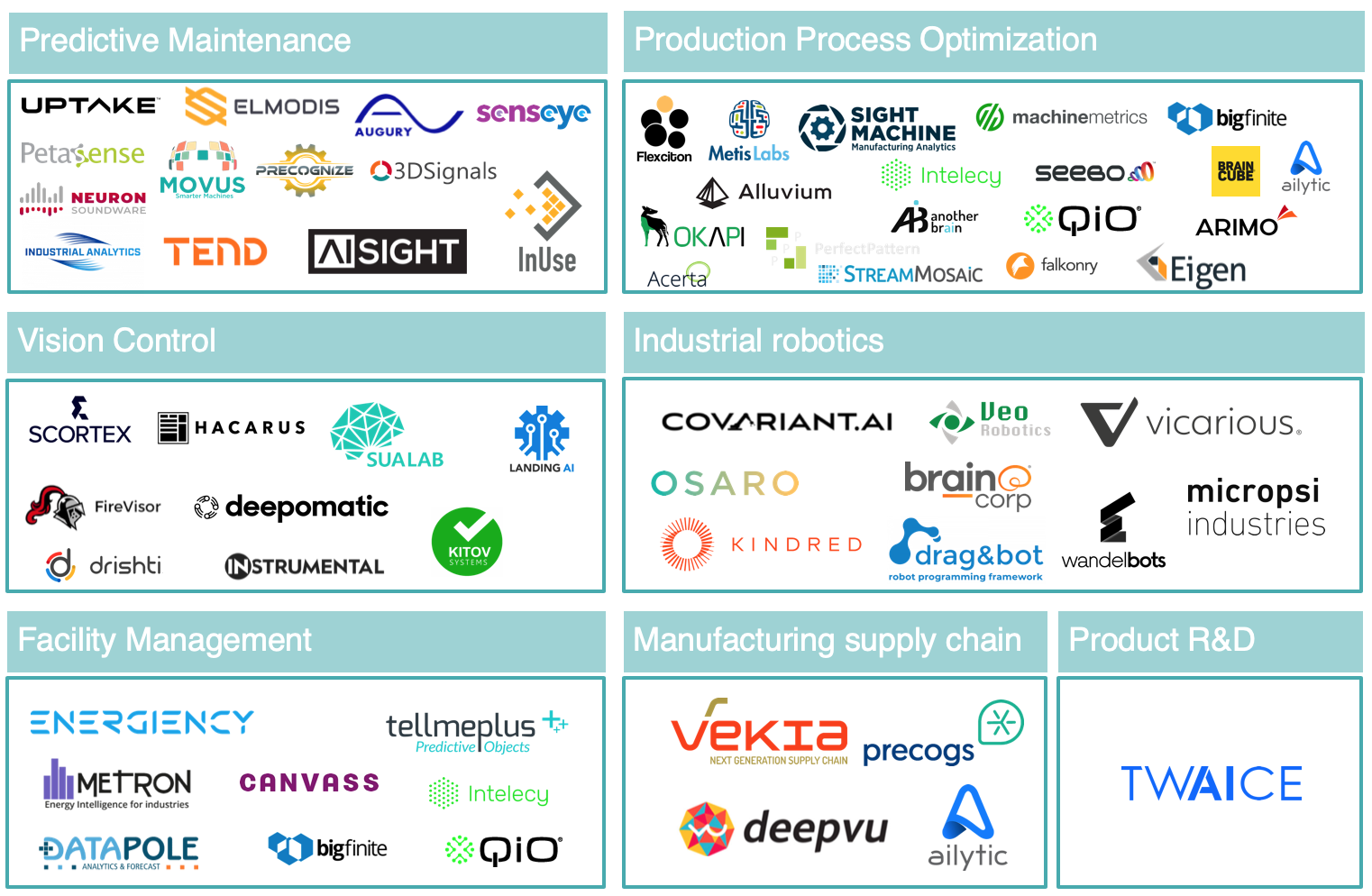
Start-ups targeted in this analysis focus only on manufacturing and have AI as a core feature of their products. From an initial CrunchBase extract of over 400 start-ups (in Europe and the US), 65 of them have been selected (following the previous conditions) and analysed.
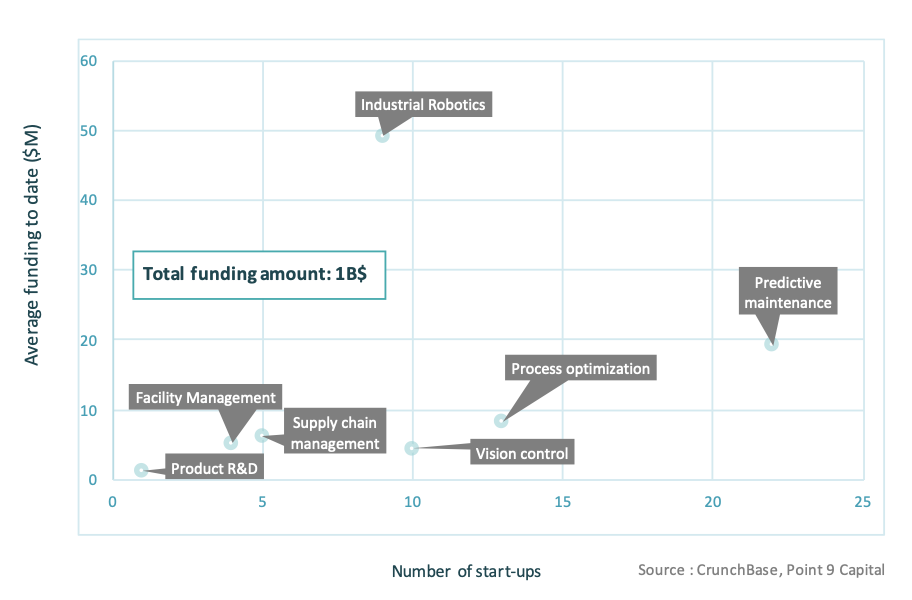
From this offer-side analysis, the next figure shows the distribution of start-ups among 7 major use cases (incl. the promising use cases already detailed): Industrial robotics, production process optimization, vision control, manufacturing supply chain, predictive maintenance, facility management and product R&D.
The total investment amount in the last 3 years is approximately $1 billion for the cluster of start-ups selected. In terms of average funding amount, industrial robotics ($50M) and predictive maintenance ($20M) lead the way, due to the presence of key big players such as Uptake and Braincorp.
It is also important to mention that these use cases are the oldest ones in terms of average funding date.
Predictive maintenance appears to be the most mature use case in terms of fundraising and competitive intensity. Vision control and production process optimization are much younger and respectively have a medium and highly competitive intensity. Production process optimization start-ups that win the AI race are building powerful data integration and digital twin platforms along with a suite of AI algorithms. Product R&D, manufacturing supply chain, and facility management show a lower number of start-ups and lower average funding amount, highlighting low attractivity in the manufacturing space specifically. However, it is noteworthy that these use cases are not specific to manufacturing core business and therefore do not attract start-ups in the selected cluster.
The study of both the industrial pain points and the use cases offered by innovative actors in the AI for manufacturing sector shows that, overall and as announced in the introduction, human operators are not considered as a real market for AI applications.
Even with numerous challenges remaining (due to specialization, diversity of industries, etc.), we believe that approaching operators as AI service consumers and end customers is the key for the adoption of AI tools and value delivery. Any game changer project needs to be well structured and delivered with adequate partners: that is the ones able to bring the 4 core competencies: UX, data & AI knowledge, business knowledge and change management.
Here are a few recommendations on how to better create value with AI for Manufacturing.
Turnover is industrials’ major concern regarding human resources. Yet, the most popular and best funded AI use cases are predictive maintenance or robotics, which have little connection to human operators in the factory. Conducting research on stress factors for human workers in a given industry will enable decision makers to better prioritize the AI applications to address these factors. Some of these applications will not even require AI and will be extremely simple to set up: one recent example proved that connecting machine data to connected watches (tire industry) has already led to a significant reduction of stress for production line supervisors.
However, an efficient use of AI solutions to improve work environment quality requires the tools to be designed in conjunction with the workers who will use them. The worker experience is critical. This demands not only ergonomic interfaces, but also various options for machine-human interactions. This includes examples as simple as enabling voice command for workers who cannot easily use a tablet.
Overall, considering the cost of turnover in European industry, human operators can be considered a market for AI solutions and should be addressed as such. This means using marketing techniques to find out the real “buying” and adoption criteria of operators (or of their managers) and trying to match these criteria as closely and extensively as is customary on the B2C market.
The ‘Unpredictability of the operator’s output quality’ pain point reveals an important loophole in traditional industry 4.0 systems. No data is collected on tasks performed manually without the intervention of machines. As 70% of tasks are performed manually by human operators, the share of the process for which almost no data is collected is equivalent. Therefore, their optimization and quality rely exclusively on training. This means that most of the production process is actually ignored by industry 4.0.
Extracting data on operations performed by humans (using visual systems for instance) would enable us to better understand and share technical know-how with new operators, and thus shorten training time and unproductive teaching time for experienced operators. It would also enable trained operators to improve their actions, thus reducing the variability in output quality. However, and as mentioned earlier, these tools must be developed carefully and in accordance with the “workers’ privacy”, just as with B2C AI applications in the private life.
The digitalization frenzy of the early 2010s has proven inefficient and caused today’s issues in the elaboration of AI applications. Due to the complexity and diversity of data sources and the cost of data storage, massive data collection is both costly and inefficient. Data and business expertise are too often separated when planning the implementation of an AI solution. The key to successful implementation is a precise scoping of the use case beforehand with all of the actors involved, including IT departments and industrial specialists.
The industrial expertise should be the primary actor for use case definition and data selection. However, this must be done while looking at the data. It is critical to make the necessary hardware additions as early as possible.
Finally, one of the major challenges is to make adequate IT choices in order to unlock scalability and industrialization. The collaboration between IT specialists and business specialists must take place from the very beginning. Failing to do so leads to very good proof of concept algorithms that cannot be industrialized nor bring any real value.
To conclude, AI and data-driven applications have been thought of as IoT and machine data captures, while human behavior has often been forgotten. Well, there are still many humans in factories, and they will remain there for quite a while! Let’s make sure that we keep considering all the ins and outs of this situation in the design of any future AI solution.
AI is projected to enhance HR productivity by 30 to 40%, catalyzing its strategic evolution within the company's framework.




